Download de presentatie
De presentatie wordt gedownload. Even geduld aub

1
Overzicht Pelletiseren
Definitie en doel Bindingsmiddelen Proces Conditioneren/Expanderen Persen Koelen Verkruimelen/Nazeven Dubbel pelletiseren Coaten Pellet kwaliteit

2
Redenen voor verbrokkeling van pellets
Slechte afstelling messen Slecht gekozen kanaallengte Pneumatisch transport van pellets Slechte koeling Samenstelling voeder Slechte conditionering Onvoldoende persdruk

3
Doel nazeven Homogeen eindproduct afleveren Type zeven Schudzeven
Rotatiezeven

4
Nazeven Scheiding van te grote pellets
Op verbrijzelaar gebracht Scheiding van meel na pers en koeler Recyclage naar de conditioner Scheiding van stof en gebroken pellets bij verlading Naar intern retour cel

5
Verbrijzelen Breken van grotere pellets Verbrijzelaar = Walsenmolen
Traagdraaiende wals Sneldraaiende wals Ribbeling op de rollen Regelbare afstand tussen walsen

6
Overzicht Pelletiseren
Definitie en doel Bindingsmiddelen Proces Conditioneren/Expanderen Persen Koelen Verkruimelen/Nazeven Dubbel pelletiseren Coaten Pellet kwaliteit

7
Dubbel pelletiseren 1 Verblijftijd verlengen van korrel in matrijs Hardheid van korrel verbeteren Verbinden van twee perseenheden Tweemaal persen na elkaar

8
Dubbel pelletiseren 2 Nadelen Voordeel Twee persen nodig
Hogere energiekost Warmteverlies tijdens transport van pellets Voordeel Kwaliteit van pellet verhogen

9
Coating Vet sproeien en coaten na pelletiseren
Energiegehalte van korrels verhogen Vet wordt gedeeltelijk geabsorbeerd door warme pellet Korrels beter bestand tegen beschadiging Enzymen sproeien (post pelleting addition)
")
10
Overzicht Pelletiseren
Definitie en doel Bindingsmiddelen Proces Conditioneren/Expanderen Persen Koelen Verkruimelen/Nazeven Dubbel pelletiseren Coaten Pellet kwaliteit

11
Korrelvorming Ontwikkelen bindingmechanismen Aard en stevigheid
Verantwoordelijke krachten Aard en stevigheid Aanwezigheid bindingsmiddelen Temperatuur Vochtgehalte Deeltjesgrootte Grondstoffen

12
Bindingsmechanismen Water Aantrekkingskracht toenemen
Nut van conditioneren Deeltjesgrootte Kleinere deeltjes Goede pelletkwaliteit Goede vochtverdeling Groot aantal H-bruggen Vocht en warmte Verstijfseling van zetmeel

13
Pelletkwaliteit Goed uiterlijk Geurig en smakelijk Stofvrij
Geen barsten Gelijke grootte Hard Slijtvast

14
Evaluatie pelletkwaliteit 1
Kansas State methode Bepalen gehalte aan stof Holmen pellet tester (figuur) Tube tester Hardheid meten Pellet lengte
 Tube tester. Hardheid meten. Pellet lengte.")
15
Evaluatie pelletkwaliteit 2
Slijtvastheid = Verhouding gewicht pellets na en voor “tumbling” Slijtvastheid bepalen door pellets gedurende 10 min te laten draaien bij 50 rpm Na draaien wordt het stof verwijderd via zeven Slijtvastheid testen direct na koeling

16
Invloed op pelletkwaliteit 1
Zetmeel Persweerstand daalt met toenemend zetmeelgehalte Temperatuur < 60°C Indien hogere temperaturen Verstijfselen zetmeel Granen Persweerstand sterk gebonden aan samenstelling

17
Invloed op pelletkwaliteit 2
Maniok Moeilijk persbaar als zeer fijn meel Kleverige massa bij bevochtigen Ruwe celstof Vezels bemoeilijken het persen Zwellen bij vochtopname Hoog ruw celstofgehalte Verbrokkeling Laag ruw celstofgehalte Harde korrels

18
Invloed op pelletkwaliteit 3
Eiwitrijke producten Matige toename persweerstand Vet Goede smeerkwaliteiten Aantasten van apparatuur ( FFA) Vismeel, beendermeel, vleesmeel Hoog % mineralen Hoge slijtage
 Vismeel, beendermeel, vleesmeel. Hoog % mineralen. Hoge slijtage.")
19
Invloed op pelletkwaliteit 4
Ureum Sterk hygroscopisch Moeilijkheden bij mengen, persen, … Mineralen Schurende werking Slijtage Geringe pelletkwaliteit Melasse Hoog bindend vermogen Hoger energieverbruik

20
Invloed op pelletkwaliteit 5
Vitaminen Degradatie tijdens persproces Oxidatieve degradatie van vetoplosbare vit Chemo-therapeutica en antibiotica Degradatie Afhankelijk van de aard van de producten Laag aan buitenkant, onaangetast in de kern

21
Overzicht Mengvoedertechnologie
Ontvangst en dosering Malen Mengen Pelletiseren Extruderen/expanderen

22
Overzicht Extruderen Definitie en principe
Bouw van een extruder/expander Secties in extruderschroef Extrusieproces Conditioneren Extruderen Vormen Koelen en drogen Nutritionele aspecten

23
Extrusieproces Extruderen Vormgevend proces
Koken Mengen en kneden Texturiseren Resultaat Ontsloten product Groot volume Lage densiteit

24
Principe extruderen Het bevochtigd product wordt dmv een schroef door een opening geperst Drukken tot 60 bar Temperatuur tot 160°C Grondstoffen onderwerpen aan intense krachten van mechanische samen-drukking Bindingen biopolymeren breken

25
Voor- en nadelen extrusietechniek 1
Nutritionele voordelen Gelatinisatie zetmeel Behandeling eiwitten Sterilisatie grondstoffen of afvalstoffen Neutralisatie anti-nutritionele factoren Neutralisatie groei-inhibitoren Fysische vormgeven van het product Matrijskeuze

27
Voor- en nadelen extrusietechniek 2
Kostprijs Hogere investeringskost Hogere productiekosten Niet flexibel in gebruik Demonteren en veranderen van hulpstukken bij nieuwe grondstof Afbraak hittegevoelige producten door oververhitting

28
Overzicht extruderen Definitie en principe Bouw van een extruder
Secties in extruderschroef Extrusieproces Conditioneren Extruderen Vormen Koelen en drogen Nutritionele aspecten

29
Werking extruder Bij ingang Schroef neemt ingrediënten op
Transporteren, mengen, kneden van ingrediënten door de schroef Stuwen van mengsel doorheen matrijs Toerental schroef opvoeren Kortere verblijfstijd en hogere capaciteit Grotere drukopbouw Hogere temperaturen

30
Bouw van een extruder Aaneenschakeling van drukkamers met 1 of 2 schroeven Drukkamers lineair opgesteld Drukkamers begrensd door drukstukken Matrijzen of spuitstukken

31
Indeling extruders Volgens aantal drukkamers Volgens aantal schroeven
Enkele schroef Dubbele schroef Gelijk- of tegendraaiende rotatie Grotere keuzemogelijkheden producten Volgens aard ingangsproduct Natte extrusie Droge extrusie

32
Overzicht extruderen Definitie en principe Bouw van een extruder
Secties in extruderschroef Extrusieproces Conditioneren Extruderen Vormen Koelen en drogen Nutritionele aspecten

33
Secties van extrusieschroef 1
Voedingssectie Voedercomponenten opnemen Transport naar plastificeerzone Geen drukopbouw Diep ingesneden schroeflint Diameter en huis van schroef zijn constant Stoominjectie indien nodig in deze zone

34
Secties van extrusieschroef 2
Compressiezone Drukopbouw Verkleining diameter huis Toename diameter schroefas Spoedverkleining schroef Temperatuurstijging Sterke stijging van druk Interne wrijving van deeltjes Externe wrijving Eventuele aanvoer van warmte van buitenaf

35
Secties van extrusieschroef 3
Pompzone of homogeniseerzone Maximale waarde wrijvingscoëfficiënt Minder diep ingesneden schroeflint Kanaaldiepte constant Omzetting mechanische energie Warmte Hoge afschuifkrachten Zeer intense menging Optreden complexe fysico-chemische reacties

36
Overzicht Extruderen Definitie en principe Bouw van een extruder
Secties in extruderschroef Extrusieproces Conditioneren Extruderen Vormen Koelen en drogen Nutritionele aspecten

37
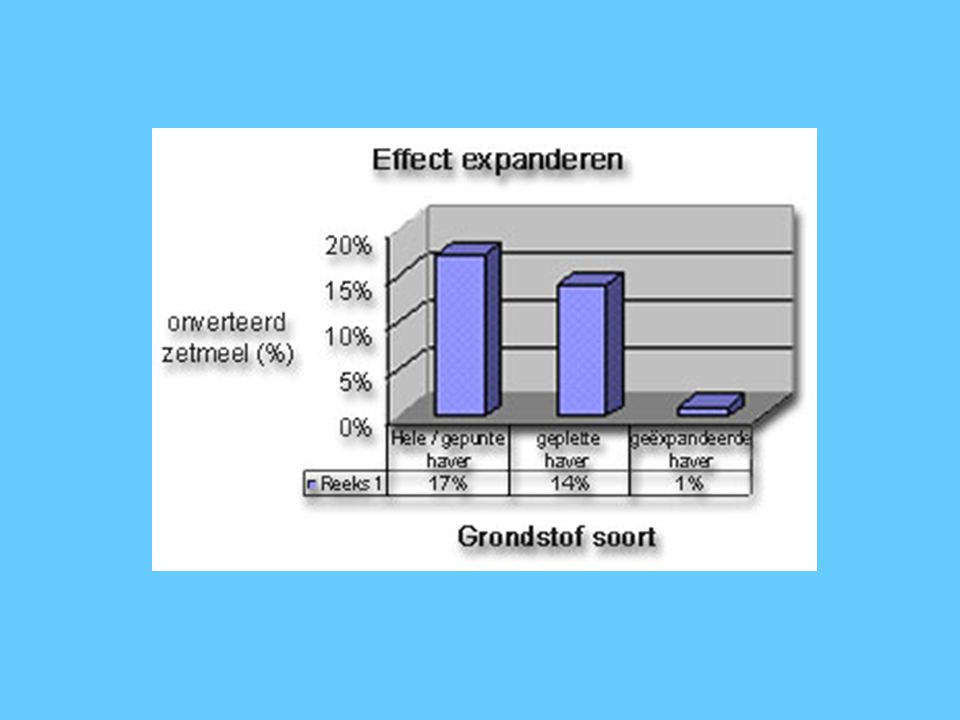
Conditioneren Product verhitten, bevochtigen en rijpen
Temperatuur, vochtgehalte en verblijfstijd Afhankelijk van type product Voordelen conditioneren Geleidelijke temperatuursopbouw Toevoeging vocht als stoom Start zetmeelgelatinisatie Vortex-mixing systeem

38
Extruderen Archimedesvijs Voortduwen grondstoffen doorheen kleine opening Zetmeel en eiwitten mengen en koken door inwerking van vocht, warmte en afschuifspanningen Bij vrijkomen van geëxtrudeerd deeltje Plotse drukdaling Transformatie van vochtgehalte door verdamping

39
Vormen Vorm van spuitstuk of matrijsplaat bepaald vorm van product
Product afgesneden door mes na extrusie Expanderen Grootte van de opening Product zal verdere bewerkingen ondergaan Vorm van ondergeschikt belang

40
Koelen Koeling Vultrechter Oorspronkelijk vochtgehalte bekomen
Retentietijd voor vocht en koeling Oorspronkelijk vochtgehalte bekomen Langere bewaartijd

41
Parameters met invloed op extrusieproces
Eventuele voorbehandeling grondstof Keuze schroefgeometrie Draaisnelheid schroef Temperatuur extruder Geometrie spuitkop

42
Overzicht extruderen Definitie en principe Bouw van een extruder
Secties in extruderschroef Extrusieproces Conditioneren Extruderen Vormen Koelen en drogen Nutritionele aspecten

43
Zetmeel Zetmeel Reservekoolhydraat plant Amylose (20 - 25%)
Hoofdbron voederenergie Amylose ( %) Slecht oplosbaar in water Verhitting Oplosbaarheid verbeteren Lineaire keten van glucose-eenheden Amylopectine Vertakte structuur van glucose-eenheden Tragere vertering door vertakking
 Slecht oplosbaar in water. Verhitting Oplosbaarheid verbeteren. Lineaire keten van glucose-eenheden. Amylopectine. Vertakte structuur van glucose-eenheden. Tragere vertering door vertakking.")
44
Gelatiniseren en ontsluiten Definities
Zetmeelstructuur wijzigt oiv water, warmte en druk Gelatiniseren, verstijfselen of ontsluiten Verstijfselen Storing van de kristallijne opbouw Microscopische bepaling of oplossingsgraad Ontsluiten Beter toegankelijk voor verteringsenzymen Bepaling via enzympreparaat

45
Gelatiniseren of verstijfselen
Water + verhitten H-bruggen verbreken Hydrateren van zetmeel Gelatinisatietemperatuur Afhankelijk van amylose/amylopectine Grote afschuifkrachten tijdens extrusie Versnellen verstijfselen Gelatiniseren bij lagere vochtgehaltes

46
Nut van zetmeelontsluiting
Toegenomen gevoeligheid voor inwerking van enzymen Belangrijke hydrolyse zetmeel in maag Snelle vertering in dunne darm Hogere zetmeelbenutting Interessant als zetmeel in natieve toestand slects weinig verteerbaar is

47
Ontsluiting tijdens extrusie
In voorbehandelingsinstallatie Slechts beperkte fractie Onmiddellijk na de matrijs Plots wegvallen van druk

48
Eiwitten 1 Biopolymeren van aminozuren Eiwitstructuur 4 fasen
Eiwitstructuur is warmtegevoelig Wijziging functionele eigenschappen Thermische behandeling Daling nutritionele waarde Verlies essentiële AZ Maillard reactie of oxydatie

49
Eiwitten 2 Thermische behandeling Positief voor plantaardige eiwitten Afbraak anti-nutritionele factoren Denaturatie Lagere oplosbaarheid van eiwitten Maximale synthese van microbieel eiwit in het rumen Verhoogde passage naar de dunne darm (de verteringsplaats wordt gewijzigd)
")
50
Vetten Stabiel tegen temperaturen in de extruder
Afbraak start bij > 180°C In extruder °C

51
Vitaminen Vitamineverliezen variëren van 0 tot 88%
Vitaminesupplementen te verhogen Vitamine-aanvullingen na het proces toedienen Meest gevoelige vitaminen Vit A, E, C, B1, foliumzuur

52
Sterilisatie-effect Salmonella Afdoden tijdens het conditioneren
Het resultaat is een gevolg van de tijd-temperatuurcombinatie 70 sec bij 70°C 2-5 min bij 75°C 1 min bij 85°C Zowel thermische belasting als mechanische belasting spelen een rol

53
Eliminatie enzymen en anti-nutritionele factoren
Anti-trypsinefactor reduceren Thermolabiel > 90°C Van toepassing voor geëxtrudeerde soja (ook voordelen voor de verhoogde verteerbaarheid) Inactivatie van enzymen Bedervingsenzymen denatureren Houdbaarheid verlengen
 Inactivatie van enzymen. Bedervingsenzymen denatureren. Houdbaarheid verlengen.")
54
Parameters met invloed op inactivatie
Inactivatie is een gevolg van twee effecten: Temperatuur en vocht Wrijving Inactivatie beïnvloed door Conditioneertemperatuur in relatie tot -tijd Samenstelling voeder Kanaaldiameter

Verwante presentaties