Frezen Spaanbeheersing Wat is verspaning Snijmaterialen Thermische & mechanische belasting (altijd in onderbroken snede) Meelopendfrezen - Tegenlopendfrezen Freesdiameter / Werkstukbreedte & Inloophoek Normale, dichte & wijdvertande verdeling, Ongelijkmatige verdeling Aanvalshoek / Snijkrachten Freesgeometrieen Standtijd 30 29
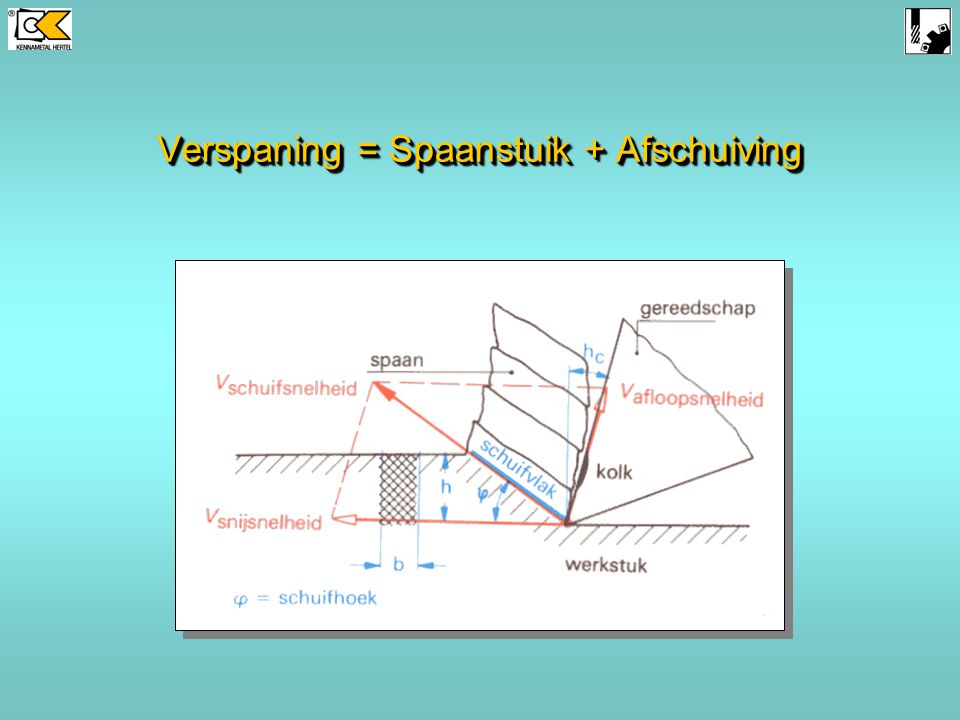
Verspaning = Spaanstuik + Afschuiving
Draaien Frezen Draaiend werkstuk Stilstaand gereedschap Constant in aansnijding Constante spaandikte Constante snijkracht Aanzetkracht in de richting van de spindellagering Stilstaand werkstuk Draaiend gereedschap Onderbroken aansnijding Varierende spaandikte Varierende snijkracht Aanzetkracht haaks op de spindellagering (radiaal) 2 2
Varierende snijkant-temperatuur Onderbroken bij draaien in snede uit snede Frezen in snede uit snede 3 3
Freestypen
Vlakfrezen Ø D1 = Effektieve Diameter RR = Radiaalhoek Ø D2 = Max. Diameter Ø D2 B Ø B = Opnamediameter Ø D1 Ø D1 = Effektieve Diameter K K = Meenemerspiebaanbreedte RR RR = Radiaalhoek H H = Freesbodyhoogte LA LA = Aanvalshoek AR AR = Axiaalhoek MD MD = Max. Snedediepte BC Ø BC = Bevestigingssteekcirkel 4 4
Schachtfrezen D1 = Snijdiameter D2 = Schachtdiameter L1 = Totaallengte Wisselplaat Schachtfrees Ø D1 Ø D2 L 1 ap 3 D1 = Snijdiameter D2 = Schachtdiameter L1 = Totaallengte ap = Snedediepte L3 = Uitsteeklengte 5 5
Schijffrees K H1 ØB ØD2 ØD1 H2 Ø D1= Effektieve Diameter H1 = Snedebreedte H1 Ø D2 = Flensdiameter ØD2 Ø B = Opnamediameter. ØB K K = Snedebreedte H2 = Breedte van de flensopname H2 7 7
Axiaal vs. Radiaalfrezen Axiaalfrezen Spaanvorming Hm Fz Ae Fz Ae Bij axiaal frezen is de spaan- dikte Fz = Hm constant maar varieert de radiale snedebreedte Ae Bij radiaal frezen is de spaan- dikte Fz niet constant. De snedebreedte Ae is constant 18 18
Axiaal vs. Radiaalfrezen Stabiliteit Axiaalfrezen Radiaalfrezen 1 2 3 4 5 1 2 3 4 5 18 18
Schroeflijnvormige beweging Schroefdraadfrezen Rotatie in de x/y-as Translatie in de z-richting De rotatie bepaald de diameter De spoed bepaald de translatie v.d. schroefdraad. Voraussetzung zum Gewindefräsen ist eine Werkzeugmaschine mit einer Dreiachs-Bahnsteuerung (helicoidale Interpolation). Die helicoidale Interpolation ist eine CNC-Funktion für die Bewegung eines Punktes längs einer Schraubenline. Eine Helicoidalbewegung setzt sich aus einer Kreisbewegung in einer Ebene, und einer gleichzeitigen Verschiebung in einer dazu senkrechten Ebene zusammen. Die Bahn von Punkt A nach Punkt B (Abb. A) kombiniert eine kreisförmige Bewegung in X/Y-Ebene mit einer linearen Verschiebung in Z-Richtung. Der rotierende Fräser beschreibt eine Kreisbahn in xy-Ebene. Durch gleichzeitige Verschiebung in Z-Richtung entsteht eine Schraubenlinie. Durch Änderung des Kreisbahndurchmessers ändert sich der Gewindedurch-messer. Die Gewindesteigung wird durch die Verschiebung in Z-Richtung festgelegt. Im Gegensatz zum Gewindedrehen (mit einem Zahn)sind immer alle Zähne der Platte im Eingriff. Pro vollständigem Umlauf wird so ein Gewinde mit maximaler Tiefe = Schneidplattenlänge gefräst. Soll das Gewinde tiefer sein, so muß die Platte nach einem Umlauf versetzt werden ( Folie ) D = schroefdraad diameter P = spoed v.d.schroefdraad Schroeflijnvormige beweging
Schroefdraadfrezen Radiale Zustellung Uitwendige schroefdraad Inwendige schroefdraad slecht radiale Voeding bij voorkeur Voeding langs een tangentiale boog invoeren. Voeding tangent aan de omtrek invoeren Radiale Zustellung Das Werkzeug wird in einer Geraden an das Werkstück herangeführt. Dies ist die einfachste, aber ungünstigste Methode, da der Umschlingungswinkel beim Einfahren zu groß ist. Sie sollte deshalb nur in Ausnahmefällen verwendet werden . Dann muß beachtet werden: • Am Ein- sowie Austrittspunkt bleibt eine vertikale Verweilmarke sichtbar. • Bei sehr harten Werkstoffen kann es zu Beginn des Fräsens zu Schwingungen kommen. • Der Vorschub beim Eintritt auf die volle Gewindetiefe sollte nur 1/3 des Vorschubs der Kreisbewegung betragen. Zustellung über einen tangierenden Bogen Das Werkzeug wird im Eilgang vom Zentrum bis auf ca. 0,5mm an das Werkstück herange-fahren. Von dort wird es auf einem Kreisbogen mit gleichzeitiger Z-Achszustellung auf volle Profiltiefe gefahren. Nach einem ganzen Umlauf wird der Fäser ebenso wieder zurückbe-wegt. Bei dieser Methode taucht das Werkzeug sanft in das Werkstück ein und wird gleicher-maßen wieder herausgeführt. Selbst bei härteren Materialien entstehen keine Vibrationen und Verweilmarken. Diese Methode verlangt zwar eine etwas aufwendigere Programmierung als die radiale Zustellung, ist jedoch beim Fräsen von Gewinden mit hoher Qualität besonders zu empfehlen. Zustelllung über eine tangierende Gerade Diese sehr einfache Methode kann nur bei Außengewinden angewendet werden, besitzt aber alle Vorteile der Zustellung über einen tangierenden Bogen. Invoermethode
Freesmethoden voor inwendige rechtse draad Schroefdraadfrezen Meelopend Tegenlopend De resulterende snijkracht is in de richting van het werkstuk gericht minimale spaandikte bij uittreding van de snijkant rustiger en gelijkmatiger snijkarakter betere oppervlakte kwaliteit De resulterende snijkracht is uit de richting van het werkstuk gericht maximale spaandikte bij uittrede van de snijkant grotere wisselplaatslijtage Verschiedene Gewinde werden durch unterschiedliche Kombination der einzelnen Vorschubrichtungen hergestellt. Prinzipiell muß hierbei zwischen Fräsen im Gegen- und Gleichlauf unterschieden werden. Meist ist Gleichlauffräsen vorteilhafter, da die Schnittkraftresultierende das Werkstück gegen die Aufspannung drückt, Schwingungen vermindert werden können. Sind in der Umgebung des Gewindes nur geringe Wandstärken vorhanden, so kann Fräsen im Gegenlauf besser sein, da das umliegende Material nicht, durch in die Wand gerichtete Schnittkräfte beeinflußt wird. Freesmethoden voor inwendige rechtse draad
Schroefdraadfrezen Gleichlauffräsen im Detail..... Spindeldraairichting rechtsom. Voedingsrichting tegen de klok in. Maximale spaandoorsnede bij het inlopen van de snijkant Snijkrachten zijn naar het werk- stuk toegericht. Gleichlauffräsen im Detail..... Meelopendfrezen
Helicoidaalfrezen(Graaffrezen)
Begrippen
Snedebreedte en snedediepte Vlakfrees Ap = Snedediepte Ae = Snedebreedte Radiaal ae Axiaal ap Schachtfrees Schijffrees Radiaal ae Radiaal ap Axiaal ae Axiaal ap 9 9
Freespositionering
Intrede/Uittredehoek ^ ^ As Meelopend D Ae Tegenlopend ^ D = 1,25 x Ae Intredehoek ^ As = 0,05 xD 12 12
Freesdiameterkeuze Werkstuk Goed Slecht 10 10
Meelopendfrezen Tegenlopendfrezen (aanbevolen) Frees- draarichting draairichting Aanzetrichting 18 18
Negatieve intredehoek Positieve intredehoek tegenlopend meelopend meelopend Negatieve intredehoek Positieve intredehoek 11 11
Freesuitvoeringen
Freestandverdeling Normaal Dichtvertand Hoek-,vlak-,schacht-,schijffrezen Normaal – Hogere aanzet – Grotere spaankamer – Grotere snedediepten – Geringere vermogensopname – Geringer tandenaantal Dichtvertand – Meer tanden in aansnijding – Hogere tafelvoeding Vc (mm/min) – Kleinere snedediepten – Kleinere spaankamer – Meer vermogensopname 13 13
Uitwerking op de tafelvoeding 24.04.1997 Uitwerking op de tafelvoeding 500 n-1 0,12 mm/t Normaal vertand Dicht vertand 7 tanden 12 tanden x 0,12 mm/t 500 n-1 x 0,12 mm/t 500 n-1 = 420 mm/min = 720 mm/min 14 14
Ongelijkmatige verdeling 68° 75° 70° 73° 74° 15 15
Spaandikte
Aanvalshoek/Spaandikte 45º aanvalshoek Aanvalsl- hoekl Aanzet/ tand (mm) f F Spaandikte (h) h 90° f h 75° f 0,96 x h 60° f 0,86 x h 45° f 0,71 x h Voorbeeld: F = h sin aanv.hoek 90° 0,254 0,254 75° 0,254 0,244 45° 0,254 0,180 F = h x √d √ap 50% 70% 100% Spaanvorming Bij ronde wisselplaten varieert spaanvorming en aanvalshoek met de snedediepte 17 17
Spaandikte afwikkelend frezen Snijsnelheid en aanzet : Vc en Fz toepassen vlgs. uw catalogus spaandikte controleren Fz hm hm = Fz x ae/d1 voor æ = 90° hm = Fz x ae/d1 x 1/sin æ voor æ = 45 - 60 - 75 ° 11 11
Freeskrachten op het werkstuk
Snijkracht Aanzet Werkstuk Aanzet Werkstuk Frees- Frees- draairichting 19 19 19
Aanvalshoek/Snijkracht Radiaal Axiaal Radiaal Axiaal Resultante Resultante Aanzetrichting Aanzetrichting 90°aanvalshoek Krachtrichting Aanzetrichting 16 16
Spaanhoek/Snijkracht Vervorming Aanzet Snij- kracht Vervorming Aanzet Positieve spaanhoek (+) Negatieve spaanhoek (-) 21 20
Freesgeometrie
Neutrale freesgeometrie Axiaal neutraal Radiaal neutraal Freesgeometrie
Dubbel positieve frees Axiaal positief Radiaal positief Freesgeometrie
Dubbel positieve frees (+) (+) Positieve radiale hoek Positive axiale hoek (+) (+) 22 21
Dubbel positieve frees 24.04.1997 (+) Nadeel Minder snijkanten als dubbelnegatief Snijkanten zijn kwetsbaar Trekkrachten op het werkstuk Niet geschikt voor geharde materialen & materialen met een hoog uitzettingscoef. Voordeel Goede spaanlossing Geringe vermogensopname Toepasbaar bij instabiliteit Voorkomt zelfversteviging & geschikt voor thermoplastische materialen 23 22
Dubbel negatieve frezen Axiaal negatief Radiaal negatief Freesgeometrie
Dubbel negatieve frezen (-) (-) Negatieve radiale hoek Negatieve axiale hoek (-) (-) 24 23
Dubbel negatieve frezen 24.04.1997 (-) Voordelen Sterkste plaatvorm Veel snijkanten Hoge aanzet Keramiek uitvoeringen Gietijzer Geharde materialen Nadelen Hoge snijkrachten Verlangd grote stabiliteit Toenemende hitte Kortere standtijden Nabewerking noodzakelijk Niet voor zachte materialen of materialen die zelfverstevigen 25 24
Axiaal negatieve & Radiaal positieve frees 24.04.1997 Toepassingen: Staal GG, GGG, GGV 25 24
Axiaal negatieve & Radiaal positieve frees 24.04.1997 Axiaal negatief & Radiaal positief Positieve radiale hoek & negatieve axiale hoek Staande wisselplaat geeft de snijkant meer stabiliteit De frees loopt in over de snijkant i.p.v. over de punt v.d. wisselplaat De negatieve axiale hoek drukt de snijkracht in axiale richting v.d. spindel waarin de freesmachine het stabielste is 25 24
Frezen met positieve snijgeometrie Axiaal positief Radiaal neutraal Freesgeometrie
Frezen met positieve snijgeometrie (-) (+) Negatieve radiale hoek (+) Positieve axiale hoek (-) 26 25
(+) (-) Nadelen Voordelen Goede spaanlossing 24.04.1997 (-) (+) Voordelen Goede spaanlossing Minder vermogensopname als bij dubbel negatieve frezen De snijkant is stabieler als bij dubbel positieve frezen Goede algemene toepassing Geschikt voor gereedschapstaal- austenitisch en martensitisch r.v.s. Nadelen Gewoonlijk alleen voor zwaarverspaning Gewoonlijk met grote wisselplaten Zware freesbody Meer krachten als bij dubbel positieve of hoogpositieve frezen 27 26
Negatieve radiale hoek Hoogpositieve frezen (+) (-) Negatieve radiale hoek (+) Hoogpositieve axiale hoek (-) 28 27
Hoogpositieve vlakfrees 24.04.1997 Hoogpositieve vlakfrees (-) (+) Voordelen Uitstekende spaanlossing Beste alg. toepasbaarheid Aanbevolen voor de meeste gereedschapsstalen Lagere vermogensopname als dubbel positieve frezen Gelijkmatiger snijkrachten Lichte tot middelzware bewerking Nadeel Geringere snedediepte door positieve hoek Niet voor geharde materialen geschikt (>400BHN) 29 28
Vergelijk v.d. krachtenverdeling: 30° vs. 60° VHM-Schachtfrezen VHM - Frezen basisprincipen Vergelijk v.d. krachtenverdeling: 30° vs. 60° VHM-Schachtfrezen Spiraalhoek 30° Spiraalhoek 60° F2AH…DL30 F3AJ…DL60
Begrippen & dimensies
Snijcondities Snijsnelheid : Vc = π x D x n = (m/min) 1000 Toerental : n = Vc x 1000 = (omw/min) π x D Tafelvoeding : Vf = z x Fz x n = (mm/min) D = Freesdiameter(mm) z = aantal freestanden Fz = aanzet/tand (mm) 13 13
Aandrijfvermogen (kW) (N) (Nm) Pe = Ae x Ap x Vf 1000 x Q (Bij benadering) (kW) Pe = Ae x Ap x Vf 1000 x Q Spilvermogen Fs = Ps x 60 x 103 Ae x Ap x Vf (N) Snijkracht (Nm) M = Fs x 0,5(Freesdiam.) Spildraaimoment
Standtijden
Snijkantstemperatuur
Standtijd 0,5 x D a Snijhoek a Sin = a(b) S 0,5xD D b b 0,5 x D 360º x( standtijd/snijkant) = totale standtijd/snijkant Snijhoek 19 19
Invloed van de snijcondities op de snijkantstemperatuur Temperatuur °C 900 vc (m/min) 850 fz (mm/t) ap (mm) 800 750 700 650 45 60 75 90 105 120 135 150 Snijsnelheid (m/min) 0,13 0,25 0,38 0,5 0,64 0,76 0,90 1,0 1,15 Aanzet (mm/t) Snedediepte (mm) 1,3 2,5 3,8 5,0 6,25 7,5 30 29
Snijkantuitvoering Geronde snijkant Scherpe snijkant Snijkracht Snijkracht Gefaast en geronde Gefaast Snijkracht Snijkracht 15 15
Effectieve spaanhoek / snijkracht Invloed v.d. spaanhoek op de snijkracht Invloed v.e. “gebroken” snijkant op de snijkracht
Invloedsfactoren op de snijsnelheid Werkstuk Oppervlakte Hardheid Insluitingen Stabiliteit Machine Vermogen Opspanningsgereedschap Hardmetaalsoort 30 29
Faktoren, die de aanzet/tand (mm/t) beinvloeden Machinevermogen Machinestabiliteit Opspanning Positieve resp. negatieve geometrie Freestandverdeling Te bereiken opp. kwaliteit (Ra) 30 29
Faktoren, die de Snedediepte ap beeinvloeden Machinevermogen Machinestabiliteit Opspanning Te bewerken materiaal 30 29
EINDE